TOOLinspect
Für eine hochpräzise Erfassung und Analyse unterschiedlichster Oberflächen
- Hohe vertikale Auflösung bis in den einstelligen Nanometerbereich
- Hochpräzise flächige Messergebnisse in 3D
- Auf Normen rückführbare Rauheitsmessungen
- Hoher Automatisierungsgrad
confovis ⋯ Produkte ⋯ Optische Messsysteme ⋯ TOOLinspect
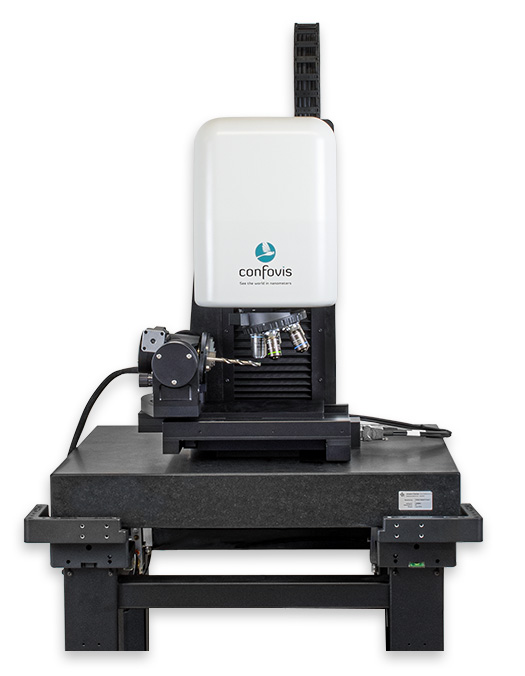
TOOLinspect
In der Automobilindustrie, Luft- und Raumfahrt, Forschungszentren und bei Herstellern von Zerspanungswerkzeugen bietet Confovis mit dem optischen 3D-Messsystem TOOLinspect eine industrielle Lösung zur Messung funktionstragender Oberflächen.
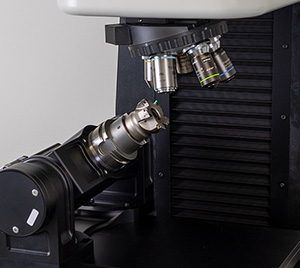
Die Kombination aus der patentierten konfokalen Mikroskopie und Fokusvariation ermöglicht es hierbei, unterschiedlichste Oberflächen dreidimensional zu vermessen und zu analysieren. Die konfokale Messtechnik erlaubt eine, auf Normen rückführbare, Oberflächenmessung bis in den einstelligen Nanometerbereich. Während mit der Fokusvariation zusätzlich eine Messung von Geometrien an steilen Flanken (z.B. an Zerspanungswerkzeugen) durchgeführt werden kann.
Komplexe Messaufgaben werden durch einen, mit „Teach-in“ intuitiv anzulernenden, automatisierten Messplan angelegt. So können auch Anwender ohne Programmierkenntnisse zuverlässig neue Messaufgaben anlernen und erhalten die Messergebnisse in Protokollform. Diese werden als Soll-Ist-Vergleich ausgewiesen und Abweichungen sind vereinfacht in Ampelfarbe dargestellt.
Das Messsystem TOOLinspect ist in unterschiedlichen Gerätegrößen erhältlich und somit auf verschiedenste Messaufgaben anpassbar. Werkstücke mit bis zu 300 mm Länge und 300 mm Höhe werden auf einem robusten und schwingungsgedämpften Maschinenkörper aufgenommen.
Schnelle und präzise Analyse von anspruchsvollen Oberflächen
Die Qualitätsansprüche an moderne funktionstragende Oberflächen steigen kontinuierlich, da bereits kleinste Abweichungen die Produkteigenschaften erheblich beeinflussen können. Moderne Funktionsoberflächen werden zunehmend nicht mehr mit gerichteten Prozessen (wie Drehen und Schleifen) hergestellt, sondern zum Beispiel beschichtet. Das führt zu zufällig verteilten Strukturelementen an der Oberfläche. Um die Funktion ungerichteter Oberflächen zu bewerten reicht es nicht mehr aus, Rauheitsparameter wie Ra, Rz, Rpk, Rk und Rvk anhand einzelner Profilschnitten zu bestimmen. Vielmehr ist es erforderlich, die Oberflächeneigenschaften flächig zu beurteilen und z.B. mit den flächenhaften Funktionsparametern Spk, Sk sowie Svk als Pendant zu den genannten Rauheitswerten zu beschreiben.
Die Qualitätssicherung in der Herstellung von Funktionsoberflächen war bisher taktilen Tastschnittgeräten vorbehalten. Diese etablierten Messinstrumente erzeugen an gerichteten Oberflächen aussagekräftige und verlässliche Ergebnisse, mit denen Herstellungsprozesse zuverlässig überwacht werden können. Treten bei tribologischen Oberflächen zufällig verteilte Oberflächenfehler auf, kommen Tastschnittgeräte an ihre Leistungsgrenze. Zur Erzeugung verlässlicher Messungen ist es mit Tastschnittgeräten erforderlich sehr lange Messreihen mit vielen Profilen aufzunehmen und zu verrechnen. Dabei agiert das Tastschnittgerät fast wie ein flächiges Messverfahren, benötigt dafür aber eine unverhältnismäßig lange Messzeit. Die Messstelle der einzelnen Profilschnitte ist aufgrund des geringen Tastspitzenradius nicht wieder auffindbar und wiederpositionierbar. Ein Messmittelfähigkeitsnachweis ist entsprechend bei anspruchsvollen Oberflächen nicht möglich.
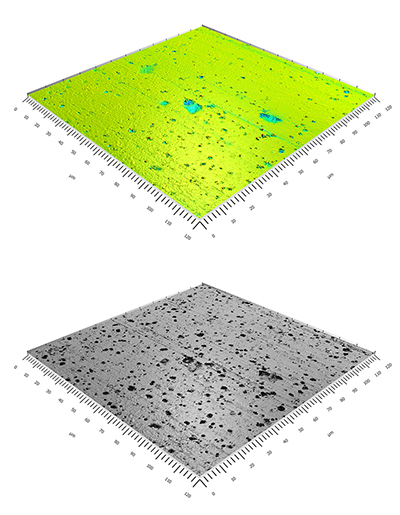
Vorteil des patentierten konfokalen Messprinzips von Confovis ist, dass reale 3D-Daten erzeugt und somit über einen großen Bildausschnitt Oberflächenstrukturen bewertet werden. Bearbeitungsstrukturen, Ausbrücke, Ansammlungen von aufgewachsenen Schichtfehlern und viele weitere Details werden mit flächigen Parametern bewertet, wodurch das TOOLinspect besonders bei stark reflektierenden und sehr glatten Oberflächen, aber auch bei transparenten Schichten seine Stärke zeigt.
Durch die differenzierte Signalbewertung können an den Grenzen optisch transparenter Schichten Informationen gewonnen und ausgewertet werden, was nicht nur eine Messung von Stufenhöhen oder Schichtdicken ermöglicht, sondern auch die Erkennung von Oberflächenfehlern – wie z.B. Kratzer oder andere Fehlstellen aus dem Fertigungsprozess. Hersteller von Zerspanungswerkzeugen können beispielsweise Fräser, Gewindebohrer oder Wendeschneidplatten nicht nur in Bezug auf die Formmerkmale wie Schneidkantenradius und -winkel überprüfen, sondern auch die Rauheit rückführbar auf Normen messen. Die Messung von steilen Flanken und Winkeln wird mittels des zweiten im Gerät integrierten Messverfahrens Fokusvariation durchgeführt.
Mit der Kombination aus herstellereigener Mess-Software und marktetablierter Auswerte-Software MountainsMap® bietet das Messsystem TOOLinspect ein hohes Maß an Benutzerfreundlichkeit und Flexibilität. Die Confovis Mess-Software erstellt, sowohl mit der Fokusvariation als auch mit den konfokal gemessenen Messpunkten, eine 3D-Punktewolke, die ausschließlich real aufgenommene Messpunkte abbildet. Auf ein softwareseitiges Auffüllen nicht gemessener Datenpunkte oder eine Filterung wird verzichtet. Dem Anwender stehen die Messwerte somit unverfälscht in einem Koordinatensystem zur Verfügung.
TOOLinspect Applikationen
- Zerspanungswerkzeuge
- Diamantwerkzeuge
- Mikrofluidik
- Mikrostanzteile
- Einspritzkomponenten
- Beschichtete Oberflächen
- Kolbenbolzen
- Elektrische Kontakte
- Zahnräder
- Additiv gefertigte Oberflächen
- Laserstrukturen
TOOLinspect Messaufgaben
Rauheitsmessung
Profilbasiert nach DIN EN ISO 4287/4288 und 13565, sowie flächenbasiert nach DIN ISO EN 25178
Stufenhöhen
Auch bei transparenten Schichten
Form und Kontur
Winkel, Höhen, Breiten, Radien, Soll-Ist-Vergleich, etc.
Tribologische Kennwerte
Funktionale Volumenparameter
Nach DIN EN ISO 25178 (z.B. Vmp, Vmc,Vvc, Vvv-Parameter)
Schneidkantenmessung
Schartigkeit, Verrundungsradius, Form, K-Faktor, Fehlhöhe
Texturrichtung / Isotropie, dominante Welligkeit
Verschleiß an Zerspanungswerkzeugen
Vorteile der Oberflächenanalyse mit TOOLinspect
- Hochpräzise Messungen bis in den einstelligen Nanometer-Bereich
- Messung auf spiegelnden, transparenten und diffusen Oberflächen
- Kombiniertes Messverfahren: Konfokal-Messtechnik und Fokusvariation
- Volle Datentransparenz – Rohdaten können für jeden einzelnen Messpunkt angesehen werden
- Artefaktfreie Messungen durch technologiebedingt vernachlässigbare Kohärenz- und Speckle-Effekte
- Keine Batwings Überschwinger an Unstetigkeiten
- Auf Normen rückführbare Rauheitsmessungen: nachweisbar anhand von Normalen unabhängiger Anbieter
- Bedienerfreundliche, intuitive, erweiterbare Mess-Software von Confovis (3 Klicks zur Messung, 1 Klick zur Auswertung)
- Hoher Automatisierungsgrad über Messplan per „Teach-in“
- Kurze Messzeit: Profile können vergleichbar zu einem Tastschnittgerät (gemäß DIN EN ISO 3274) aufgenommen werden
- 2D- und 3D-Charakterisierung von Oberflächenmerkmalen durch schnelle Flächenscans
- Große Auswahl an Auswertungen über etablierte Analyse-Software MountainsMap©, GOM©, Cognex, et
TOOLinspect in der Anwendung
- Für eine präzise 3D-Vermessung funktionstragender Oberflächen
- Hohe vertikale Auflösung bis in den einstelligen Nanometerbereich
- Kombination konfokaler Mikroskopie und Fokusvariation
- intuitiver, automatisierter Messplan
- Für Werkstücke mit bis zu 50 kg sowie 300 mm Länge und 300 mm Höhe
SIE HABEN FRAGEN ODER MÖCHTEN MEHR INFORMATIONEN?
KONTAKTIEREN SIE UNS!